3. Классификация, основные параметры и размеры
3.1 Аппараты следует изготавливать следующих типов:
0 — с эллиптическим днищем и эллиптической отъемной крышкой;
1 — цельносварные с эллиптическим днищем и крышкой;
2 — с коническим днищем, углом при вершине конуса 90° и эллиптической отъемной крышкой;
3 — цельносварные с коническим днищем, углом при вершине конуса 90° и эллиптической крышкой;
4 — с эллиптическим днищем и плоской отъемной крышкой;
5 — цельносварные с эллиптическим днищем и плоской крышкой;
6 — с коническим днищем, углом при вершине конуса 120° и плоской отъемной крышкой;
7 — цельносварные с коническим днищем, углом при вершине конуса 120° и плоской крышкой;
8 — с плоским днищем и плоской отъемной крышкой;
9 — цельносварные с плоским днищем и крышкой.
Примечание — В аппаратах с плоскими крышками (типы 4 — 9) и внутренним диаметром более 1000 мм допускается применять сферические и конические крышки взамен плоских.
Типы аппаратов указаны на рисунках 1 — 5.
3.2 Аппараты в зависимости от наличия и типа теплообменных устройств следует изготавливать следующих исполнений:
0 — без теплообменного устройства;
1 — с гладкой рубашкой;
2 — с рубашкой из полутруб;
3 — с рубашкой с вмятинами;
4 — с электронагревателем.
3.3 В аппаратах всех типов и исполнений допускается применение змеевиков, барботеров и отражательных перегородок.
3.4 Номинальный объем и размеры корпусов аппаратов должны соответствовать указанным на рисунках 1 — 5 и в таблице 1. Действительный объем аппаратов не должен отличаться от номинального более чем на ±5 %.
В технически обоснованных случаях допускается применение корпусов с размерами, не указанными в таблице 1.
Условное обозначение аппаратов приведено в приложении А.
Рисунок 1
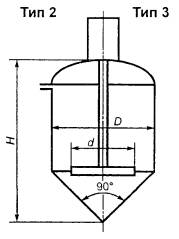
Рисунок 2
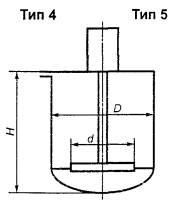
Рисунок 3
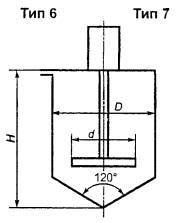
Рисунок 4
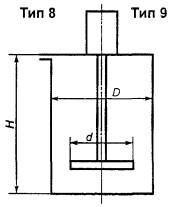
Рисунок 5
Примечание — Рисунки 1 — 5 не определяют конструкцию аппаратов.
Таблица 1
| Номинальный объем, м3 | Внутренний диаметр D, мм | Высота корпуса H*, мм, для аппаратов типа | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |||||||
| 0,010 | 250 | — | — | — | — | 220 | — | — | — | — | — | |||||
| 0,016 | 300 | 250 | ||||||||||||||
| 0,025 | 350 | 300 | ||||||||||||||
| 0,040 | 400 | 345 | ||||||||||||||
| 0,063 | 525 | |||||||||||||||
| 0,10 | 500 | 550 | ||||||||||||||
| 0,16 | 600 | 670 | 830 | 625 | ||||||||||||
| 0,25 | 700 | 750 | 950 | 700 | ||||||||||||
| 0,40 | 800 | 950 | 1215 | 875 | 930 | 800 | ||||||||||
| 0,63 | 1350 | — | — | — | — | |||||||||||
| 1000 | 950 | 1225 | 875 | 990 | 800 | |||||||||||
| 1450 | — | — | — | — | ||||||||||||
| 1,00 | ||||||||||||||||
| 1200 | 1100 | 1385 | 975 | 1145 | 900 | |||||||||||
| 1,25 | 1000 | 1750 | — | — | — | — | ||||||||||
| 1200 | 1300 | 1585 | 1225 | 1345 | 1100 | |||||||||||
| 1,60 | 1000 | 2150 | — | — | — | — | ||||||||||
| 1200 | 1650 | 2035 | 1575 | 1745 | 1400 | |||||||||||
| 2,00 | 1900 | — | — | — | — | |||||||||||
| 1400 | 1550 | 1900 | 1475 | 1605 | 1250 | |||||||||||
| 2,52 | 1200 | 2450 | — | — | — | — | ||||||||||
| 1400 | 1850 | 2300 | 1755 | 1905 | 1600 | |||||||||||
| 3,2 | 1200 | 3050 | — | — | — | — | ||||||||||
| 1600 | 1850 | 2360 | 1675 | 1960 | 1600 | |||||||||||
| 4,0 | 1400 | 2850 | — | — | — | — | — | — | — | — | — | |||||
| 1600 | 2250 | 2760 | 2225 | 2260 | 2000 | |||||||||||
| 5,0 | 1400 | 3550 | — | — | — | — | — | — | — | — | — | |||||
| 1800 | 2230 | 2750 | 2090 | 2320 | 2000 | |||||||||||
| 6,3 | 1600 | 3350 | — | — | — | — | — | — | — | — | ||||||
| 1800 | 2780 | 3340 | 2590 | 2820 | 2500 | |||||||||||
| 8,0 | 1600 | 4250 | — | — | — | — | — | — | — | — | ||||||
| 2000 | 2880 | 3550 | 2740 | 2975 | 2500 | |||||||||||
| 10,0 | 1800 | 4180 | — | — | — | — | — | — | — | — | ||||||
| 2200 | 2980 | 3670 | 2790 | 3035 | 2600 | |||||||||||
| 12,5 | 1800 | 5180 | — | — | — | — | — | — | — | — | ||||||
| 2400 | 3080 | 4035 | 3040 | 3190 | 2800 | |||||||||||
| 16,0 | 2000 | 5280 | — | — | — | — | 1 | — | — | |||||||
| 2400 | 3880 | 4335 | 3840 | 4090 | 3600 | |||||||||||
| 2800 | — | — | — | — | — | — | 3105 | 2600 | ||||||||
| 20 | 2200 | 5680 | — | — | — | — | — | — | — | — | ||||||
| 2600 | 4180 | 4975 | 4090 | 4350 | 3800 | |||||||||||
| 3000 | — | — | — | — | — | — | 3365 | 2800 | ||||||||
| 25 | 2400 | 5780 | — | — | — | — | — | — | — | — | ||||||
| 2800 | 4480 | 5160 | 4340 | 4605 | 4000 | |||||||||||
| 3200 | — | — | — | — | — | — | 3720 | 3200 | ||||||||
| 32 | 2600 | 6380 | — | — | — | — | — | — | — | — | ||||||
| 3000 | 4980 | — | — | 4790 | 5065 | 4500 | ||||||||||
| 3400 | — | — | — | — | — | — | 4180 | 3600 | ||||||||
| 40 | 2800 | 6980 | — | — | — | — | — | — | — | — | ||||||
| 3200 | 5700 | 5720 | 5000 | |||||||||||||
| 3600 | — | — | 4640 | 4000 | ||||||||||||
| 50 | 3000 | 7580 | — | — | — | — | ||||||||||
| 3200 | 6800 | 6850 | 6280 | |||||||||||||
| 3400 | 6000 | 6180 | 5500 | |||||||||||||
| 63 | 4000 | — | — | 4750 | 4000 | |||||||||||
| 3200 | 8300 | — | — | — | — | |||||||||||
| 3600 | 6700 | 6840 | 6000 | |||||||||||||
| 4000 | — | — | — | 5650 | 5000 | |||||||||||
| 4500 | — | — | 4900 | 4000 | ||||||||||||
| 80 | 3200 | 10700 | — | — | — | — | ||||||||||
| 3600 | 8500 | 8540 | 8000 | |||||||||||||
| 4000 | — | — | 7150 | 6600 | ||||||||||||
| 4500 | 5800 | 5000 | ||||||||||||||
| 5000 | 5040 | 4000 | ||||||||||||||
| 100 | 3600 | 10400 | — | — | — | — | ||||||||||
| 4000 | — | — | 8650 | 8000 | ||||||||||||
| 4500 | 7100 | 6000 | ||||||||||||||
| 5000 | 5940 | 5000 | ||||||||||||||
| *Размеры для справок | ||||||||||||||||
3.5 Мешалки для перемешивания жидких сред вязкостью не более 50 Па×с следует изготавливать следующих типов:
01 — трехлопастная;
01М — трехлопастная модифицированная;
07 — лопастная;
12 — зубчатая;
05 — шестилопастная;
03 — турбинная открытая;
10 — рамная.
3.6 Мешалки для перемешивания жидких сред вязкостью более 50 Па×с следует изготавливать следующих типов:
08 — шнековая;
11 — ленточная;
11С — ленточная со скребками.
3.7 Выбор мешалок конкретного типа, их параметров и размеров проводят в зависимости от технологического процесса при проектировании аппаратов.
Выбор мешалок иных типов, кроме указанных в 3.5, 3.6, возможен на основании результатов экспериментальных работ по согласованию со специализированной научно-исследовательской организацией.
3.8 Стандарт предусматривает изготовление типов и конструкций мешалок из стали. Стандарт не предусматривает конструкций мешалок из неметаллических материалов, мешалок с неметаллическими покрытиями, в том числе эмалированных.
3.9 Типы мешалок, их размеры и отношения диаметров аппаратов и мешалок должны соответствовать [1]. Допускается по результатам расчетов аппаратов конкретного типа увеличение или уменьшение ширины лопастей мешалок по сравнению с указанными в [1] не более чем на 25 %, а также изменение отношения диаметров аппаратов и мешалок.
3.10 Аппараты следует изготавливать с мешалками, расположенными вертикально по оси аппарата. Допускается применять на одном валу две и более мешалки. Допускается изготавливать аппараты с эксцентрично расположенной мешалкой.
